Ongoing research on surface articulation using CNC-milling manufacturing processes. Various fabrication strategies are applied to doubly-curves surface geometries in order to increase efficiency of the production and integrate limitations and constraints of the machines into the very early stage of the design process.
CASE STUDY_01
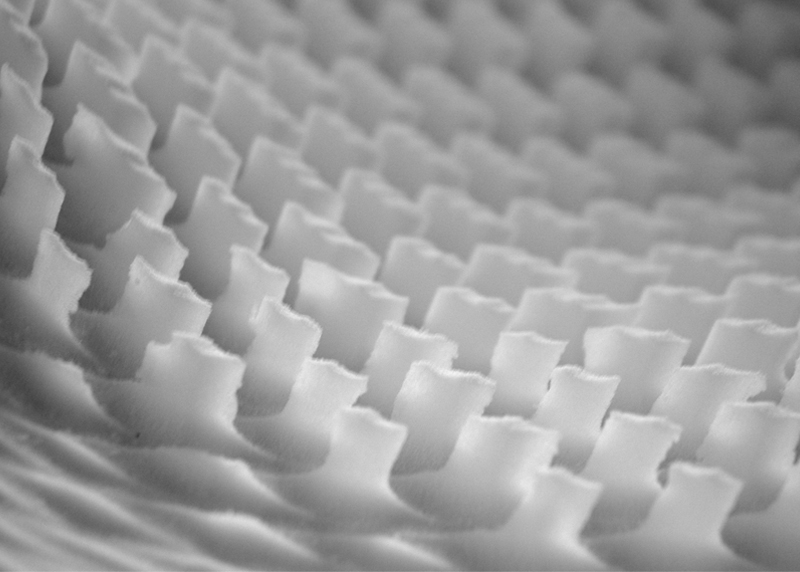
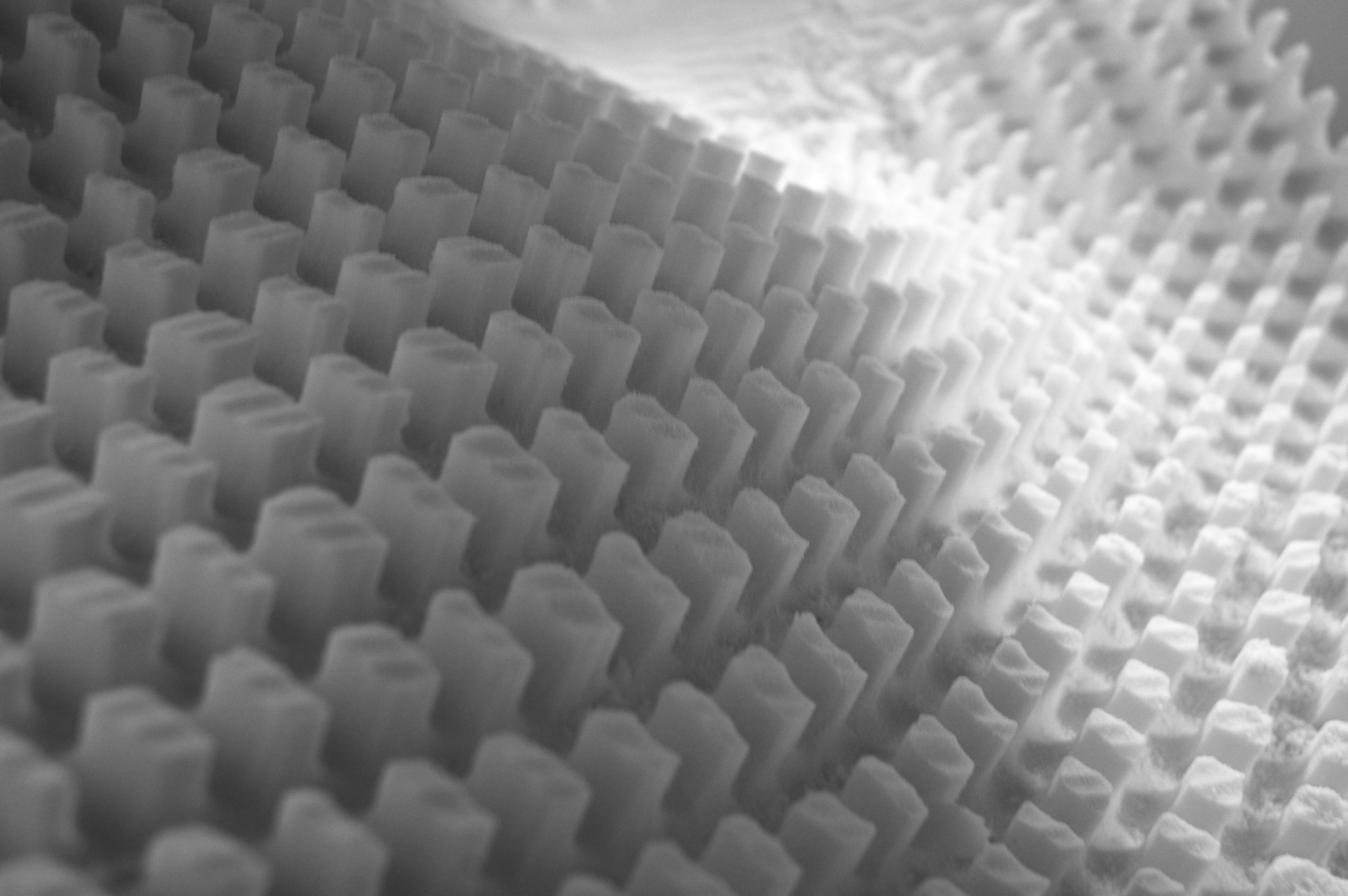
Fabrication method: 3-axis CNC milling, 6mm flat drill
Material: Polyurethane rigid foam: SikaBlock PUR modelling board M450
Research: Agata Kycia
Institution: Weissensee Kunsthochschule Berlin
Year: 2017
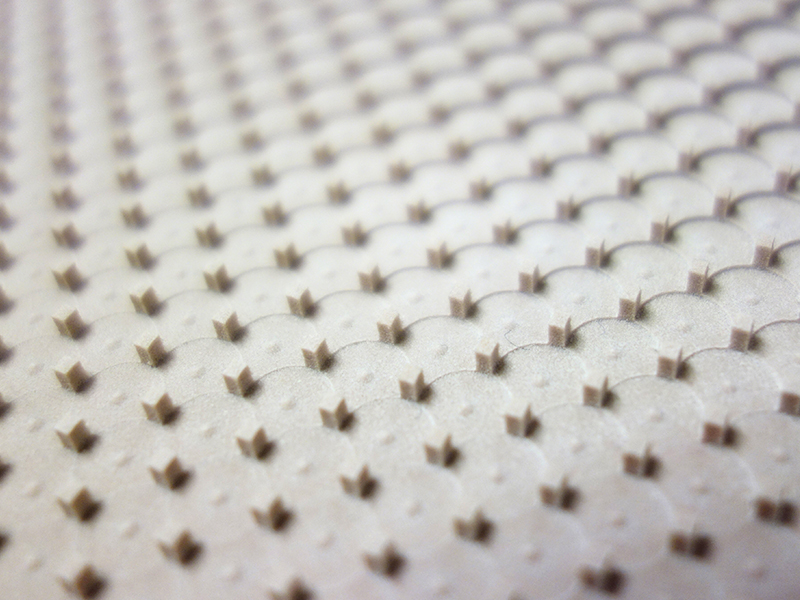
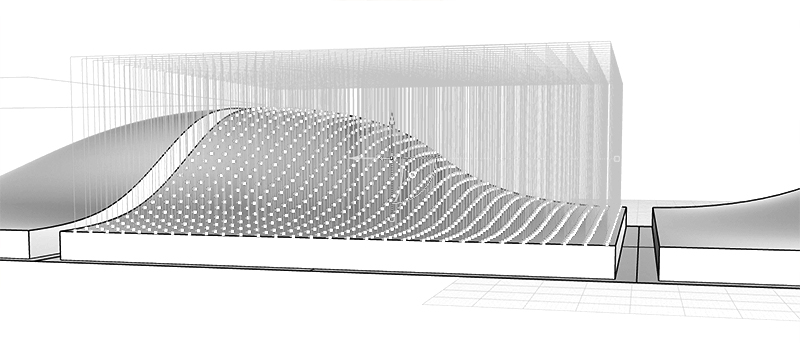
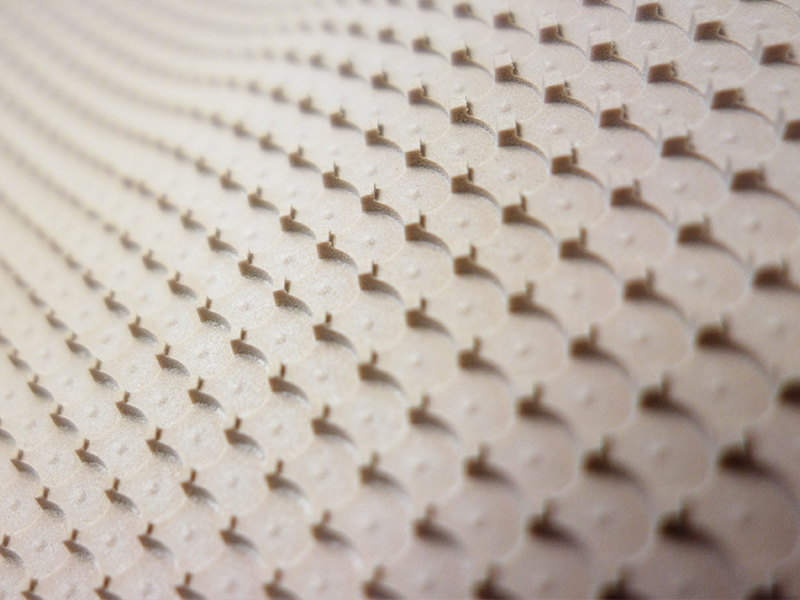
Pic. Simulation of the CNC milling tool paths
CASE STUDY_02
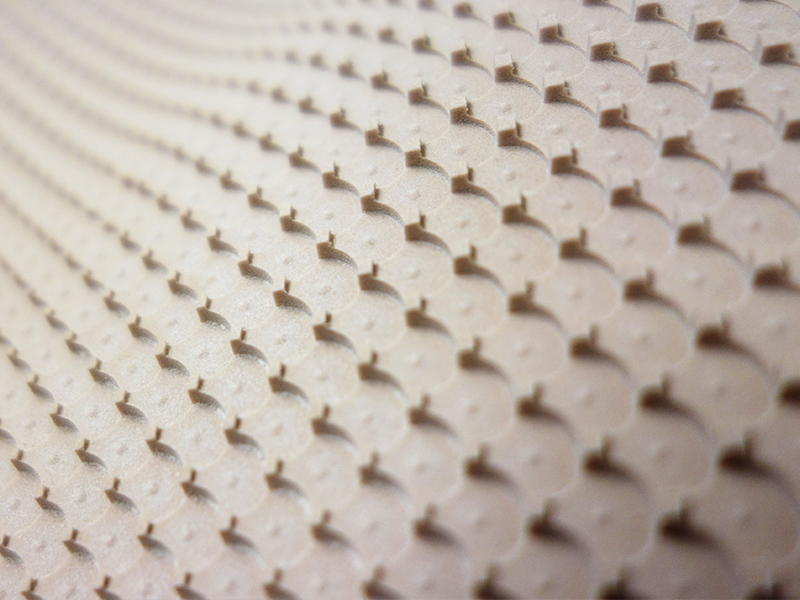
Fabrication method: 3-axis CNC milling, 6mm round drill
Material: Polystyrene rigid foam
Institution: Weißensee Kunsthochschule Berlin
Research: Agata Kycia
Year: 2017
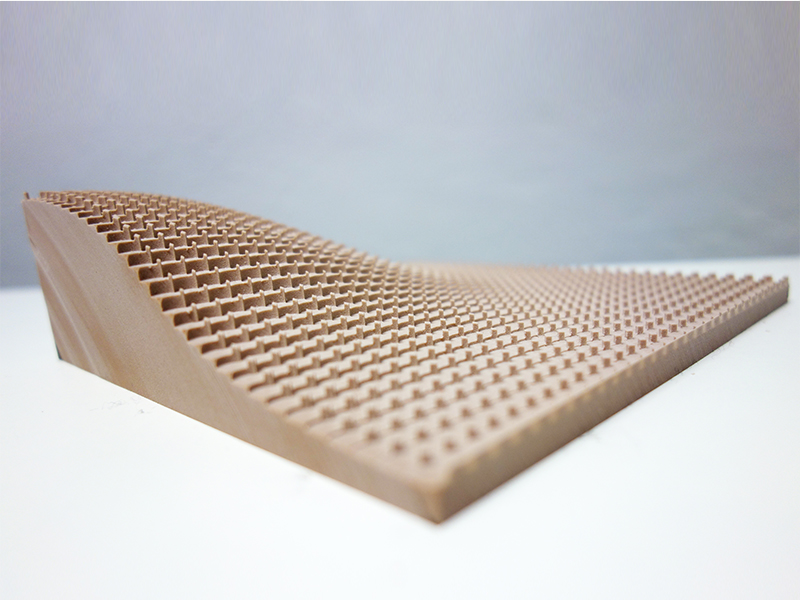
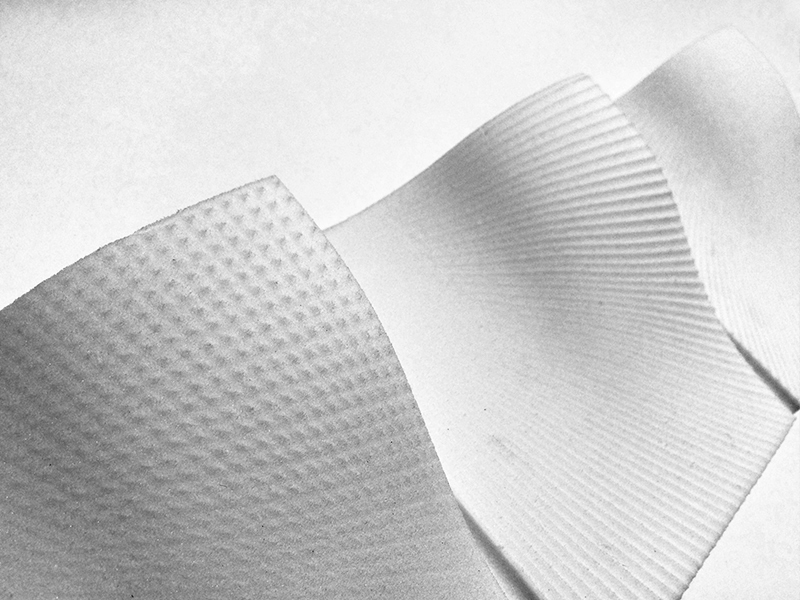
The following study explores the relationship between the curvature and geodesic lines on a given surface. Various tests have been made on 15X15 cm doubly-curved tiles.
CASE STUDY_03
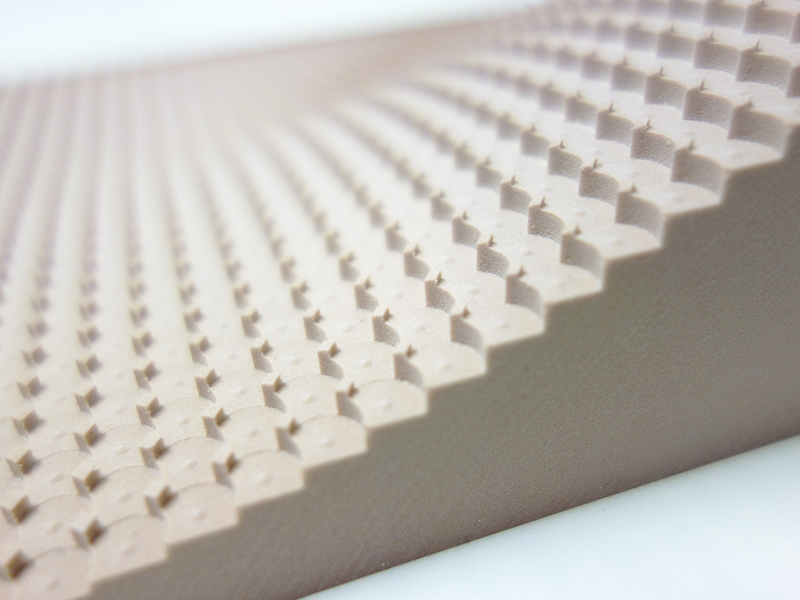
Fabrication method: 3-axis CNC-milling, 10mm round drill
Material: Polystyrene rigid foam
Institution: IAAC Barcelona
Research: Agata Kycia, Michal Piasecki
Year: 2007
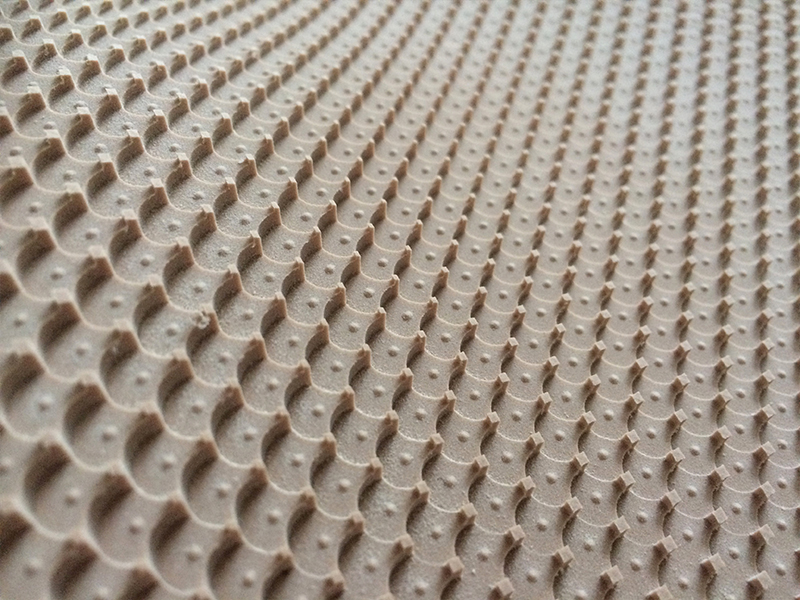
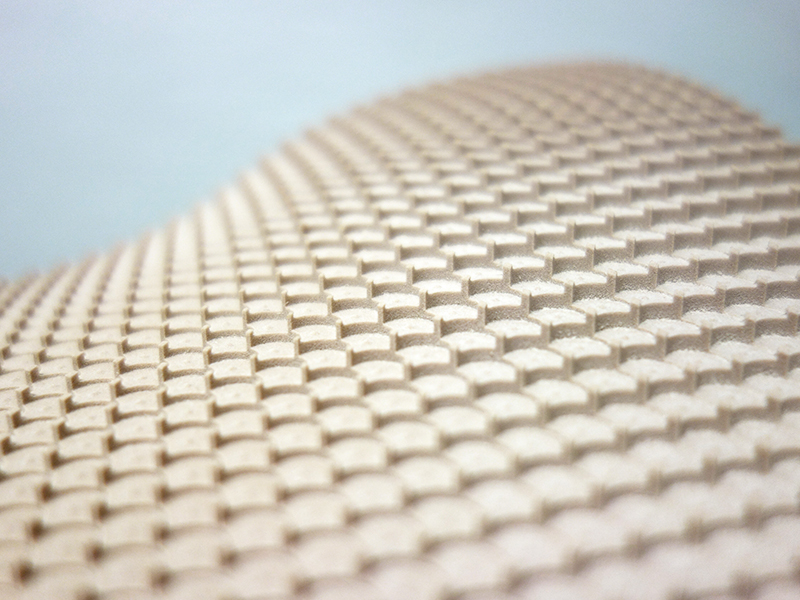
This study explores various patterning strategies applied to a given doubly-curved surface using 3-axis CNC-milling manufacturing technique. The three-dimentional surface articulation is designed through optimization of the drill trajectories and sizes of the drill tools. It aims at optimization of the machine performance, aiming and maximum efficiency of the fabrication process and minimization of the manufacturing time. Given manufacturing technique becomes main design driver and form-defining factor.
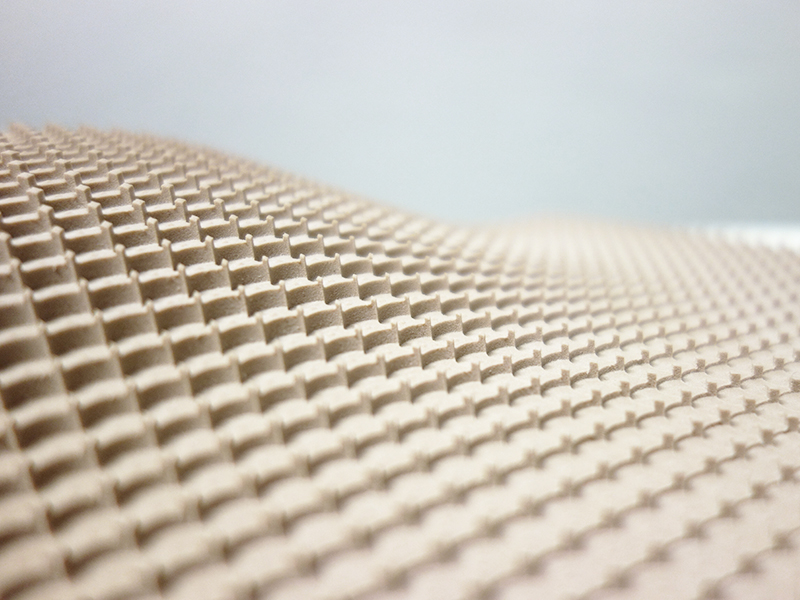
In this case we optimize the applied pattern in order to mill the final iteration right after the “rough cut” and skip smooth finishing of the surface – the phase that occupies most time and energy.
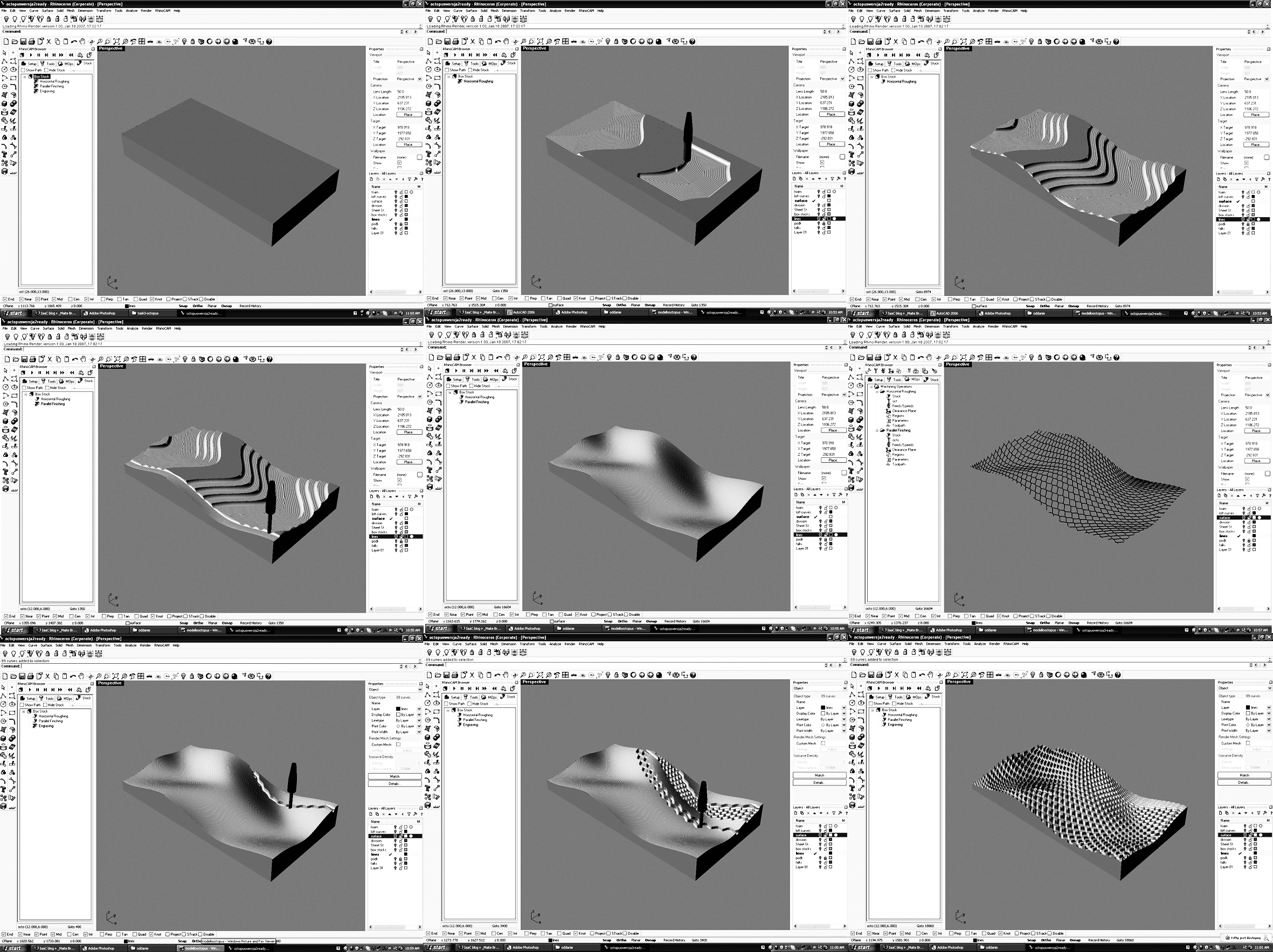
Pic. Simulation of the fabrication process
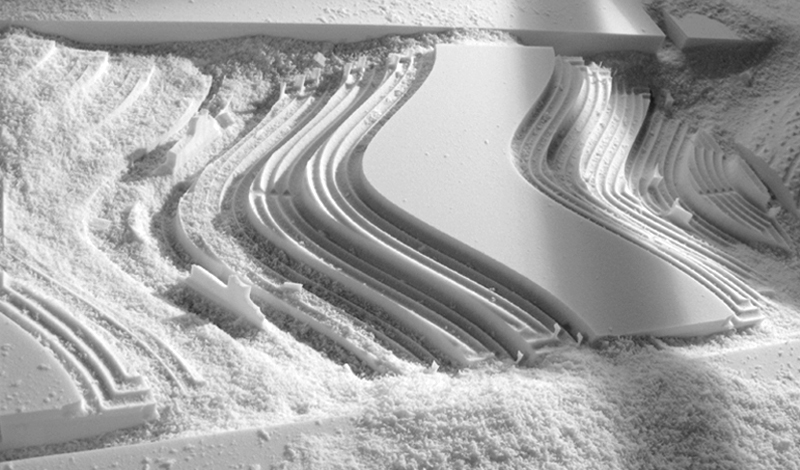
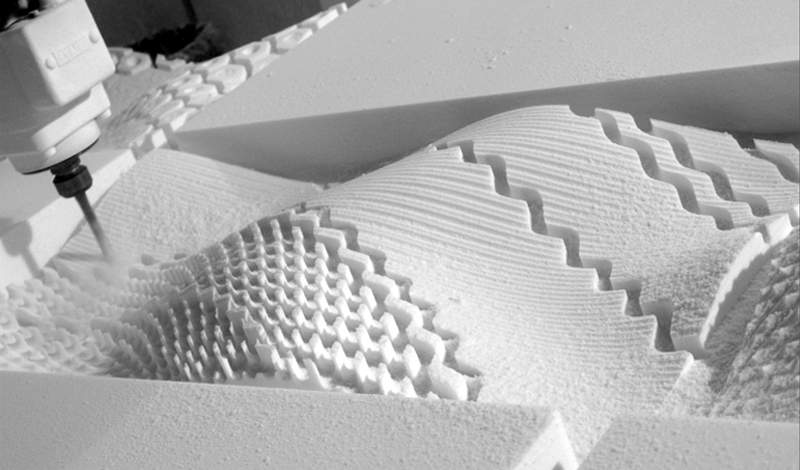
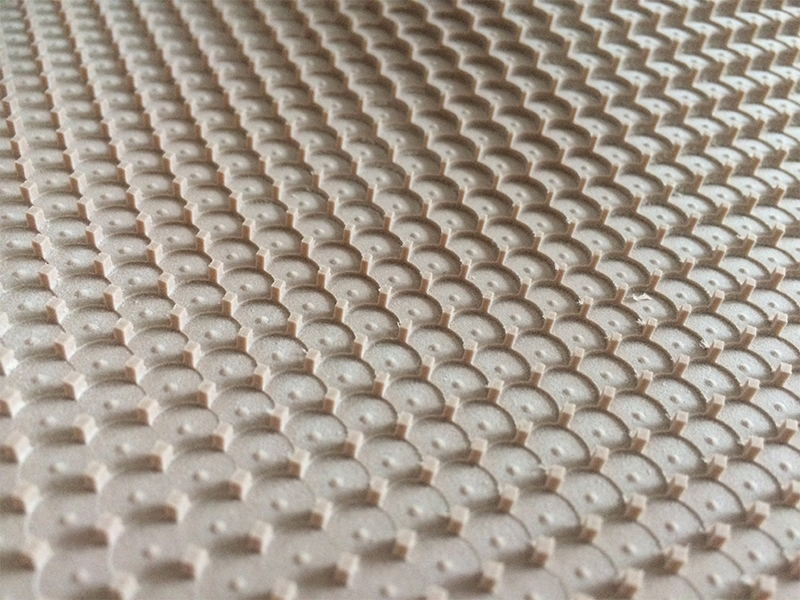
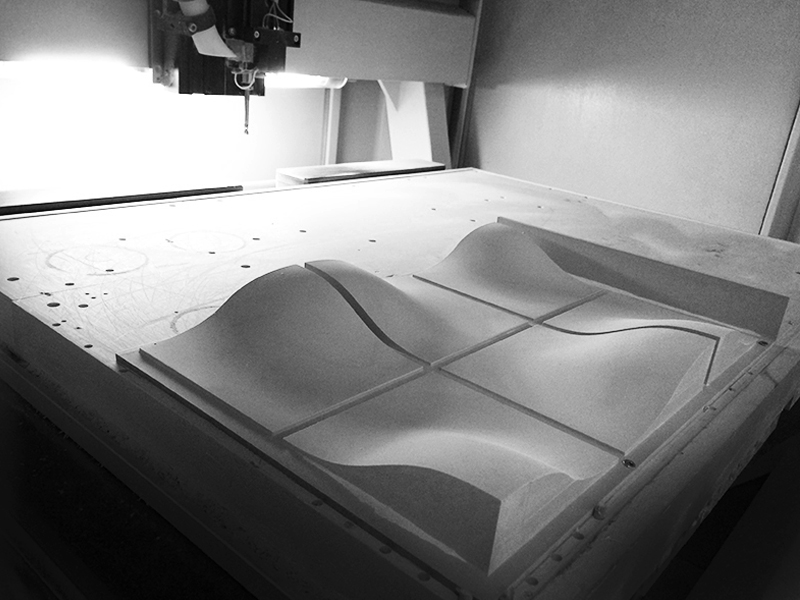
Pic. CNC-milling in process: rough-cut und final milling
